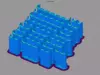
Organize and secure PTFE / Teflon tubing with our super minimal, snap-fit, adhesive-mounted holders!Balancing material usage, strength, printability, and functionality, these elegant little mounts are designed to be a breeze all around. Drawn to print accurately and successfully using a standard 0.4mm nozzle, you can make a whole bunch using some leftover material fairly quickly, slap on some double sided tape on, and install them where needed - all without any drilling or screws.
Given they are snap-fit, consider their ‘level of hold’ pretty secure but not ‘exceptional’ - it really depends what process and material you end up using to make them and how you place them. That said, in our tests, using just your standard run-of-the-mill PLA, the clasp is surprisingly strong - so strong as a matter of fact that it's nearly impossible to pull the tubing forward or backward; you really have to pull hard to get it to budge. The only weaknesses of the design are along the layers (if printing FDM with less than ideal layer adhesion), and if you pull up on the PTFE tubing (apply torque to one the ends where the tubing pokes out (in which case, they make this fun little zip-tie sound and shoot across the room). All that considered, they’re probably best suited in a static environments like: holding feed tubes in the back or on top of a printer, running filament from a dryer box, guiding tubing along a wall (like we did for our MMS (Manual Material System) depicted in the images).
As for mounting, we just recommend a good double-sided tape such as 3M VHB, Nitto (Permacel) P-02, Gorilla Heavy Duty, or similar - or go with something softer and repositionable… See what your use case requires. They’re drawn to accept two strips of 3/8in - 1cm tape along the length and don’t forget, should you want to go for a more permanent install, you can always just glue them.
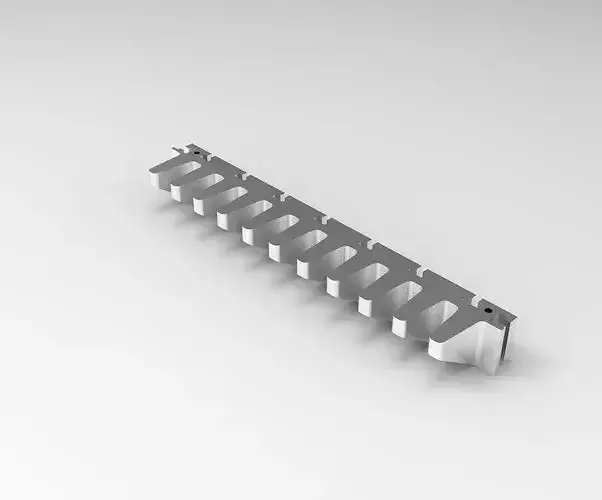
Please be aware that the smaller versions (2-3 hole mounts) can be a bit of a struggle to get around given there’s just less length length for the clasp to flex and hook around the other side. However, as long as you hook one end of the clasp first and push it up towards the opposite end, while pressing / pinching the little button-looking portion of the bottom part, they pop right on. In testing, after doing about two I was able to do the rest one-handed (one hand holding the tubes in place while the other fastened the clasp). Best to try / test them before you mount them in their intended location, and if one doesn’t want to work, just toss it. I had a couple of those, realizing it was some zits/blobs that were interfering with clasp.
These are designed specifically for your typical bowden / printer feed tubing (2mm ID, 4mm OD). Currently testing to see if these can just be scaled up to work for other standard tubing sizes. If it works, scaling factors for corresponding tubing diameters will be provided.
In hopes of making this project as easy and accessible as possible, these parts were primarily engineered with FDM printing in mind. That said, they're completely SLA, SLS, MJF, and MJ compatible as well. They’re pretty tiny and have as much volume removed as possible, so you can print a whole lot just using scraps.
They’re drawn to build successfully and work no matter what process you end up using and there is some wiggle room in the tolerances and you should not need to do much or any post-processing to get everything to fit - that’s if your settings are dialed in, of course.
If printing FDM, we strongly recommend going with a 0.4mm nozzle, 0.2mm layer heights, and sticking with a 100% infill for maximum strength. They will work just fine if made from PLA, though a rigid TPU or PETG might be better just to ensure good layer adhesion. Try to slice the parts tubing entrance/exit down and where each layer starts outside, away from the mating surfaces / functionally important areas; try in the middle if possible (rotate if necessary). Probably best to stay away from super rigid, fiber-reinforced materials since it might be hard or impossible to get the clasp around the opposite end, and also avoid any plastic that’s too soft or exhibits a lot of creep. You shouldn’t need any supports since all of the angle are kept to around 45 degrees.
For SLA, slice at a 45 degree angle with enough supports to successfully start and hold the print towards the end of the build. Also make sure you have your shrinkage dialed in. Best to avoid brittle materials since they might break in the fastening process - something “engineering grade” or “tough” should work great.
For SLS and MFJ, make sure to allow proper cool down to ensure parts don’t warp. Also, you may need to sand a little around the mating surfaces since these processes are generally a little fuzzy.
Apart from that, we recommend just practicing good printing habits such as: make sure you dry your filament - dial in your print settings before printing - print on a PEI, gluestick, or with some circle pads / skirt if bed adhesion is a concern - print in an enclosure if you’re worried about warping and layer adhesion (especially if printing PETG, Nylon, or ABS), and don’t start assembling anything until you’re confident you’ve got a strong / successful print that you’re willing to work with (don't hesitate to reprint if necessary).
Lastly, if your slicer software doesn’t automatically interpret the correct units / scale try scaling by 25.4x or 2540% (if it imports really small) or, 0.0393701x or 3.93701% (if it imports really big).
Please feel free to reach out if you get stuck or need help at any point in the process. Additionally, if you find or think of any improvements, let me know - definitely all ears.
P.S. To those observant enough to notice that my holders are glued down: So, my VHB is probably about 10 years old now... I ended up sticking them all on the wall, went to get the camera, came back, and all the tubes were on the ground. Some super glue sure took care of that! Also, I've run about 30 prints so far and have not noticed any added friction or print defects from these mounts or my MMS system. The key is long, smooth bends, I'm finding...